


|
|
|
Lower Transfer Case Gears |
Post Reply 
|
Page <1234 25> |
| Author | |||
Joe Friday 
Moderator Group 
Sponsor Member x 2 Joined: 26 Dec. 2010 Location: Jeep Central Status: Offline Points: 3654 |
 Post Options Post Options
") Thanks(0) Thanks(0)
 Quote Reply Quote Reply
 Posted: 16 July 2020 at 7:14pm Posted: 16 July 2020 at 7:14pm |
||
|
Jeff, what's the OD of the 19 tooth.
I at least want to compare it to an overdrive bowl gear. Maybe I have an old Husky bowl gear to recut/
|
|||
 |
|||
|
Metcalf
Member 
Sponsor Member Joined: 21 May 2009 Location: Durango, Co Status: Offline Points: 736 |
Post Options
Thanks(0)
Quote Reply
Posted: 16 July 2020 at 8:44pm |
||
2.538 according to the print posted. |
|||
|
42 MB that had a one night stand with a much younger 69 CJ5 and a 50s GM truck.
|
|||
|
|||
|
Bob W
Member
Sponsor Member x 4 Joined: 08 Aug. 2005 Location: Monticello, NY Status: Offline Points: 1691 |
Post Options
Thanks(0)
Quote Reply
Posted: 16 July 2020 at 8:44pm |
||
Looks to me like it is 2.625"
|
|||
|
|||
|
Joe Friday
Moderator Group
Sponsor Member x 2 Joined: 26 Dec. 2010 Location: Jeep Central Status: Offline Points: 3654 |
Post Options
Thanks(0)
Quote Reply
Posted: 16 July 2020 at 9:20pm |
||
|
ok, I'll compare to a bowl gear later today, but yeah, sounds too small.
|
|||
|
|||
|
jpet
Moderator Group
Sponsor Member x 5 Joined: 30 Apr. 2008 Location: Ramsey, IL Status: Offline Points: 11173 |
Post Options
Thanks(0)
Quote Reply
Posted: 16 July 2020 at 9:22pm |
||
|
I'm pretty much leaning to doing a 19/53 3MOD tooth. I've submitted the design to the gear maker and he approves. That 19 tooth gear is actually 2.4967 diameter:
 Bob, when you cut your case for the 3D gears, you might make sure there is a little more clearance (.085 more) for these gears. They will for sure clear the bolt hole. |
|||
|
CJ2A #29110 "General Willys"
MB #204827 "BAM BAM" "We do what we can, and we try what we can't" |
|||
|
|||
|
Nick_
Member
Sponsor Member Joined: 05 May 2014 Location: Indiana Status: Offline Points: 1132 |
Post Options
Thanks(0)
Quote Reply
Posted: 17 July 2020 at 2:27am |
||
|
This is amazing work! Thanks to everyone involved in the project, I can't wait to see how it turns out.
This will be a game changer for those who don't want the hassle of a major transmission swap in hopes of lower gearing. Between this, Metcalf's new electronic parking brake, and the rock sliders, the Willys aftermarket is looking great.
|
|||
|
|||
|
jpet
Moderator Group
Sponsor Member x 5 Joined: 30 Apr. 2008 Location: Ramsey, IL Status: Offline Points: 11173 |
Post Options
Thanks(0)
Quote Reply
Posted: 18 July 2020 at 2:09am |
||
|
You can gloss over this stuff if it’s uninteresting. I’m using this thread for my own notes and I’m leaving to Colorado for a couple weeks so I don’t want to forget this stuff. ...
Just to show how small the input and output gears are, I discovered today that what I have is actually too small:  The tooth cutter will cut into the dog clutch. I had to do some pinion enlargement. I know this representation shows it as a spur gear even though it’s actually helical but the gear generator I’m using gets kinda wonky if you do non standard center distances with helical gears. You have to enter the traverse DP value into the normal DP value and then if you do pinion enlargement ... blah, blah, blah, it’s just easier to calculate them as spur gears anywho, A few notes: Here is a link to the stock gear selections: https://www.novak-adapt.com/knowledge/gear-table/ 1. The center distances on the transfer case are 4.2857” 2. The stock 26/34 helical gear set has 7 DP teeth 20 deg pressure angle 30 deg helix 3. The 26/34 set has a natural center distance of 4.2857” 4. The stock 29/39 helical set is 8 DP, 20 deg pressure angle 30 deg helix 5. The 29/39 set has a natural center distance of 4.250 so the engineer did some enlargement to compensate. 6. Stock backlash is .004-.009 The teeth we are experimenting with are 19/53 with a 3 mod metric pitch with a natural center distance of 4.252. Since the pinion is already too small and the gear is already too big, I opted to enlarge the pinion to get .009 backlash. I decided to go on the high side of the tolerance because the advice I was given is that the gears could possible grow slightly after heat treat and I prefer them to be loose more than too tight. Plus I have to make up for a .034 gap in center distance so by making my backlash at the high end, I only have to enlarge the pinion .025 on the radius. Since the backlash is in the sides of the teeth and not on the radius, the actual enlargement is .027. These are prototypes so we will see. My teeth are also 20 degree helix. 30 deg is too much for a pinion this small and I prefer to have less axial load on the case since usually the transfer case failure is the case cracking before the gears break. Anywho, now I have this:  And the gear is now the original 6.496” diameter so that’s better too:  I’m going to out of the shop for a couple weeks so this will have to wait but I’ll get at it when I get back. Edited by jpet - 18 July 2020 at 2:13am |
|||
|
CJ2A #29110 "General Willys"
MB #204827 "BAM BAM" "We do what we can, and we try what we can't" |
|||
|
|||
|
Bob W
Member
Sponsor Member x 4 Joined: 08 Aug. 2005 Location: Monticello, NY Status: Offline Points: 1691 |
Post Options
Thanks(0)
Quote Reply
Posted: 18 July 2020 at 2:18am |
||
The Novak stuff is an excellent resource but the "low ratio" listed for the 1-1/8" idler shaft Model 18 is not correct.
|
|||
|
|||
|
jpet
Moderator Group
Sponsor Member x 5 Joined: 30 Apr. 2008 Location: Ramsey, IL Status: Offline Points: 11173 |
Post Options
Thanks(0)
Quote Reply
Posted: 18 July 2020 at 2:23am |
||
Yeah it’s funny, they have the tooth counts right there (34/26)*(39/21) = 2.428571 |
|||
|
CJ2A #29110 "General Willys"
MB #204827 "BAM BAM" "We do what we can, and we try what we can't" |
|||
|
|||
|
Bob W
Member
Sponsor Member x 4 Joined: 08 Aug. 2005 Location: Monticello, NY Status: Offline Points: 1691 |
Post Options
Thanks(0)
Quote Reply
Posted: 18 July 2020 at 6:01pm |
||
|
I have a 1-1/8" intermediate shaft Model 18 transfer case here to experiment with. I'm planning to cut the case for clearance for the larger intermediate gear and then try my hand at welding a patch over the hole. The transfer case appears to be in good condition with a casting date of August 13, 1951 and an assembly date of September 24, 1951.
I made a cardboard "gear" so I can install it in the case to see where it interferes.  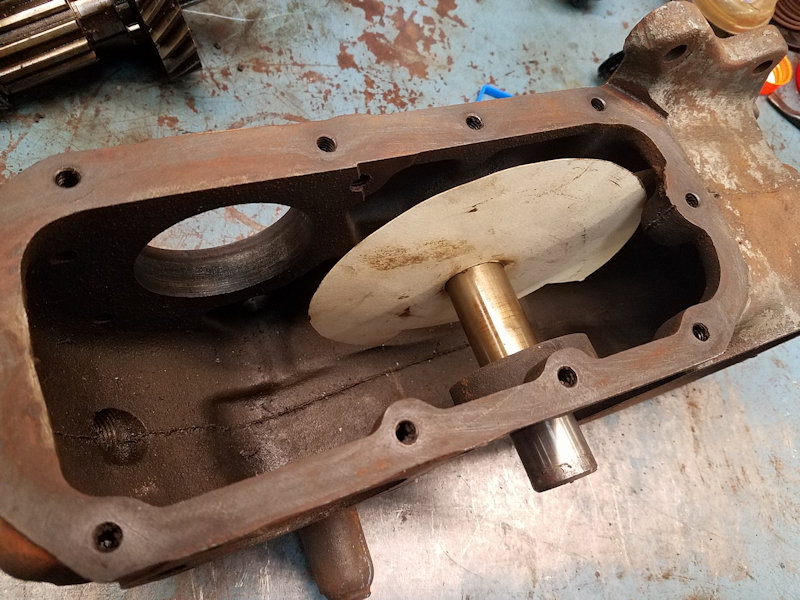  |
|||
|
|||
|
Joe Friday
Moderator Group
Sponsor Member x 2 Joined: 26 Dec. 2010 Location: Jeep Central Status: Offline Points: 3654 |
Post Options
Thanks(0)
Quote Reply
Posted: 18 July 2020 at 6:05pm |
||
|
Is the reason to weld a bubble on instead of bolt it on due to strength concerns?
|
|||
|
|||
|
Bob W
Member
Sponsor Member x 4 Joined: 08 Aug. 2005 Location: Monticello, NY Status: Offline Points: 1691 |
Post Options
Thanks(0)
Quote Reply
Posted: 18 July 2020 at 7:04pm |
||
That is what I am thinking. I'd like to hear other peoples ideas concerning strength. We are looking for input on this experiment.
|
|||
|
|||
|
Bob W
Member
Sponsor Member x 4 Joined: 08 Aug. 2005 Location: Monticello, NY Status: Offline Points: 1691 |
Post Options
Thanks(0)
Quote Reply
Posted: 18 July 2020 at 7:16pm |
||
|
I got out my full set of redneck machining tools and went to work (not exactly the same as what gets accomplished at Sim Products  ) )I made a couple of test bores to get a feel for the location of the cutout, then drilled larger holes. Next connected the dots with a jig saw. Finally removed more metal with a die grinder so the 3D printed gear fit in the case. Still need to clean up the hole and carefully check for clearances.      Edited by Bob W - 18 July 2020 at 7:18pm |
|||
|
|||
|
oldtime
Member

Joined: 12 Sep. 2009 Location: Missouri Status: Offline Points: 4184 |
Post Options
Thanks(0)
Quote Reply
Posted: 18 July 2020 at 7:25pm |
||
|
This thread topic is especially interesting to me.
I highly commend Jeff for his detailed research and effort. Keith, I think that’s an excellent idea. A properly thick and fastened cover plate should be nearly as strong as a properly welded gear cover. That said I am a welder by trade so I would personally choose that method since there is no other good reason for the cover to be removable and potentially prone to leaks. And bolting will likely interfere with the Texas pattern ??? Bob, In case your not confident in procedure, I will highly recommend 55% nickle rod using AC current. No preheat nor post heating is required for excellent results. That looks very good so far! Jeff, are you planning to bore the intermediate gear to accept a tapered bearing set. FWIW I would be inclined toward the 8DP gears simply so your not mixmatching metric with English standards. Edited by oldtime - 18 July 2020 at 7:27pm |
|||
|
Currently building my final F-134 powered 3B .
T98-A Rock Crawler using exclusive factory parts and Approved Special Equipment from the Willys Motors era (1953-1963) Zero aftermarket parts |
|||
|
|||
|
Bob W
Member
Sponsor Member x 4 Joined: 08 Aug. 2005 Location: Monticello, NY Status: Offline Points: 1691 |
Post Options
Thanks(0)
Quote Reply
Posted: 18 July 2020 at 7:38pm |
||
The gear comes close so any patch needs to take the bolt into consideration.
I am confident that if someone else can do it with the tools I have available, then I can do it too. I was planning to do a preheat, weld with nickle rod in short segments with peening and then cool slowly. I am not a welder but have welded cast iron in the past with mixed results. All suggestions are welcome!!
The metric gears are required to get the desired ratio.
Edited by Bob W - 18 July 2020 at 7:40pm |
|||
|
|||
|
Joe Friday
Moderator Group
Sponsor Member x 2 Joined: 26 Dec. 2010 Location: Jeep Central Status: Offline Points: 3654 |
Post Options
Thanks(0)
Quote Reply
Posted: 18 July 2020 at 9:07pm |
||
|
I' still trying to envision a 1" longer T90 output shaft that would allow the warn overdrive to be moved back far enough that the 19 tooth output gear could be fastened to the overdrive bowl gear.
Nevermind... That would NOT work. Edited by Joe Friday - 18 July 2020 at 9:54pm |
|||
|
|||
|
jpet
Moderator Group
Sponsor Member x 5 Joined: 30 Apr. 2008 Location: Ramsey, IL Status: Offline Points: 11173 |
Post Options
Thanks(0)
Quote Reply
Posted: 18 July 2020 at 9:31pm |
||
I’m not mixing tooth pitches. The input pinion, intermediate, and output helical gears will all be matching 3 mod pitches 20 deg helix. The 21 tooth spur gear on the intermediate gear will be a 7 DP that matches the original and perfectly meshes with a stock 39 tooth slide gear. 8DP is .125. 3mod is .118 Edited by jpet - 18 July 2020 at 9:38pm |
|||
|
CJ2A #29110 "General Willys"
MB #204827 "BAM BAM" "We do what we can, and we try what we can't" |
|||
|
|||
|
Bob W
Member
Sponsor Member x 4 Joined: 08 Aug. 2005 Location: Monticello, NY Status: Offline Points: 1691 |
Post Options
Thanks(0)
Quote Reply
Posted: 18 July 2020 at 11:44pm |
||
|
I dug out a book from the archives to find out more about welding cast iron. The transfer case drawing states the case is made from Gray Cast Iron. The book recommended pre and post heat, although it could be done without heating. I also picked up a well used welding table with pre and post heat capability. Things are nowhere near ready to weld yet, but I wanted to test the new welding table. The transfer case fit well and while it was heating up there was a nice aroma of hamburgers and 90 weight gear lube in the air. After 1/2 hour the case was 455*F which is close the the 500*F I was shooting for.    |
|||
|
|||
|
Post Reply
|
Page <1234 25> |
| Tweet |
| Forum Jump | Forum Permissions You cannot post new topics in this forum You cannot reply to topics in this forum You cannot delete your posts in this forum You cannot edit your posts in this forum You cannot create polls in this forum You cannot vote in polls in this forum |








 Topic Options
Topic Options Joe Friday wrote:
Joe Friday wrote: